Управление качеством - используемые подходы и необходимые данные
Статья подготовлена партнерами 1С:Апрель Софт по разработке продуктов линейки LIMS - ГК "Приоритет".
Термин "качество" в настоящее время в мире трактуется очень широко, применяется не только к продукции и услугам, но и распространяется на процессы, системы и даже организации, бренды и страны. При этом на предприятиях качество часто понимается довольно узко – как соответствие продукции требованиям и считается ответственностью, часто исключительной, небольшой группы людей – отдела технического контроля, службы качества или отдела по стандартизации, редко затрагивая производство.
Однако еще в 50-ые годы прошлого века Эдвардс Деминг [1] – великий гуру в области качества, человек, который помог Японии, а потом и Америке пройти путь повышения качества в масштабах страны, построил свою известную цепную реакцию, в которой отвел задачам повышения качества одну из первостепенных ролей (рисунок 1).
Рисунок 1 – Цепная реакция Деминга
Рассмотрим кратко, как развивалось понимание качества и управление качеством в мире, как менялись применяемые концепции и подходы, какие методы появлялись и какие актуальны сейчас.
Управление качеством изделий
В 1905 году, благодаря Ф. Тейлору (Frederic W. Taylor, 1856-1915), в производственную практику вошли такие понятия как «верхний» и «нижний пределы качества», «поле допуска» как максимальный допустимый диапазон значений характеристик продукции. Вследствие этого появилась необходимость проводить измерения – на входном контроле, при производстве продукции, на окончательном контроле и далее - у потребителя (на входном контроле, при изготовлении или сборке у него). Широко стали применяться технические средства измерения в виде проходных и непроходных калибров, а также, позднее – шкальных приборов. Появилась новая специальность – инспектор качества или, как принято говорить в России, технический контролер, который проводил измерения и принимал решение о качестве продукции.
Система Тейлора представляет собой управление качеством каждого конкретного изделия (детали, сборочной единицы) на основе установления требований, норм, допусков и контроля качества (инспекции), как представлено на рисунке. 2
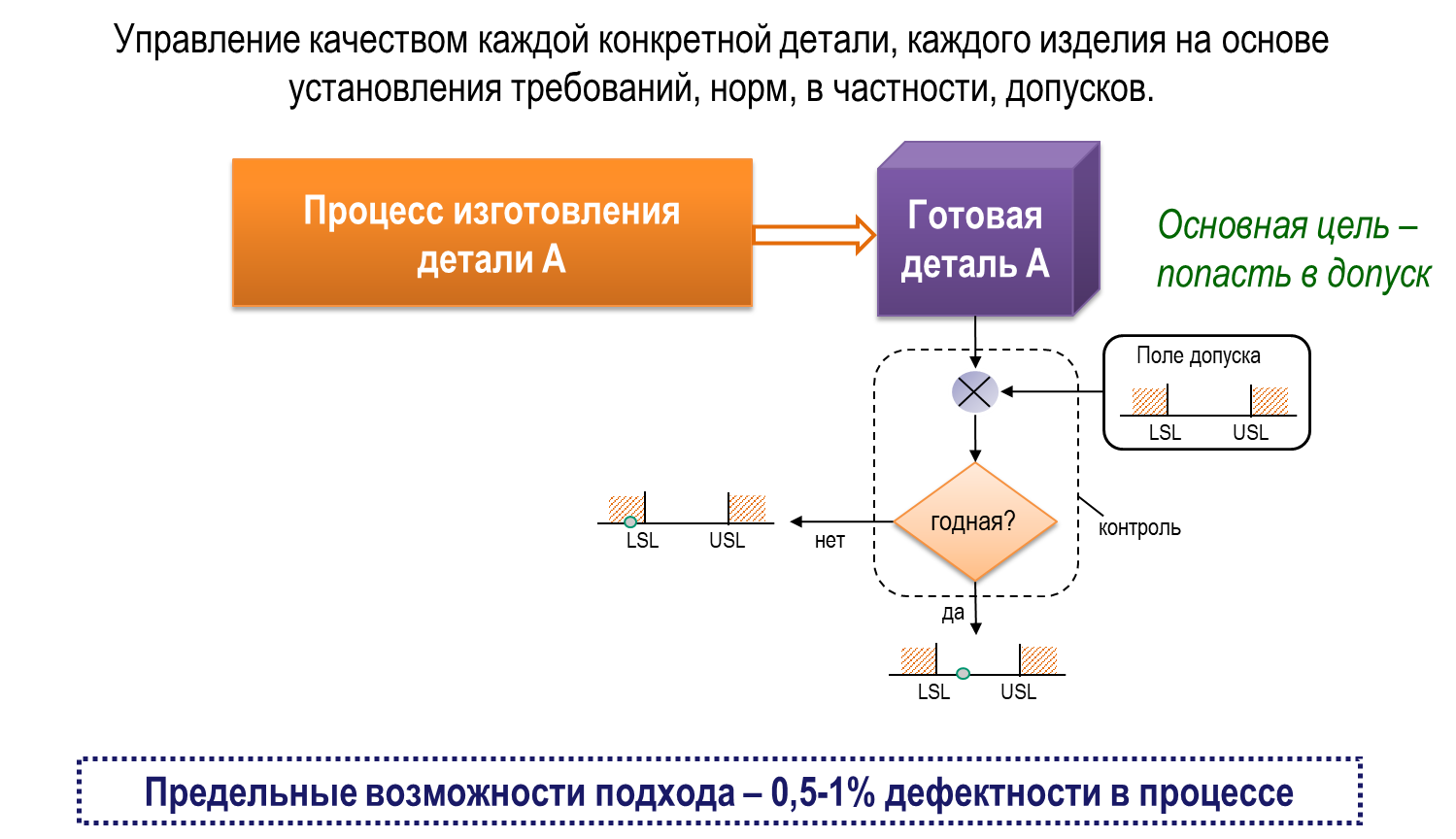
Рисунок 2 – Управление качеством на основе контроля
Система Тейлора позволила организовать производство так, чтобы достаточно быстро и массово разделять продукцию на качественную и дефектную (брак). Кроме того, она дала возможность построить замкнутый механизм управления качеством, используя экономические и административные санкции в отношении рабочих, допускающих брак («депремирование») [2].
Этот подход дал великолепный для своего времени механизм управления, но вскоре стало ясно, что он имеет предельные возможности, ограничения и негативные эффекты: увеличение штата контролеров (до 20% от общей численности персонала в организациях), задержки при производстве, связанные с необходимостью проводить измерения, разные интересы/конфликты сторон (например, контролеров и рабочих/операторов, старавшихся скрыть дефекты).
При таком способе управления качеством дефектные изделия будут всегда. Как показала производственная практика – не ниже 0,5%-1% от всего объема производства. Ошибки рабочих, за которые их наказывают, лишая части оплаты труда – не единственная причина несоответствий и дефектов. Во многих случаях причины лежат глубже и, как правило, носят системный характер. Дефектные изделия появляются из-за неправильной организации и выполнения производственных процессов, различий в работе людей и оборудования, проблем с сырьем и заготовками. А причины и следствия в этой системе разделены во времени! При проверке соответствия требованиям можно допустить ошибки: соответствующее изделие признать несоответствующим и наоборот. Контроль - операция весьма затратная, а иногда и разрушающая, поэтому часто проводят выборочный контроль, проверяя только часть совокупности. Кроме того, любое средство измерений имеет погрешность, то есть риск возможных ошибок.
При этом дефекты являются важными (а иногда и единственными) сигналами о необходимости вмешаться в процесс производства, поэтому их выявление так важно для системы управления.
В настоящее время с ростом и развитием потребностей потребителя, в условиях конкуренции любому предприятию следует стремиться к уровню ноль дефектов. Потребители не хотят получать дефектную продукцию, а если такое случилось, требуют разобраться с причинами и исключить их. Они становятся все более «капризными» и «голосуют рублем», уходя к конкурентам.
Понимание вариабельности – основа управления качеством процессов
«Жизнь – это отклонение. Между людьми, результатами, услугами, продуктами всегда будут различия» [6]. Понимание природы вариабельности (неизбежных различий) и случайности – необходимое условие эффективного управления процессами и системами (влияние вариабельности факторов на вариабельность результатов приведена на рисунке 3).
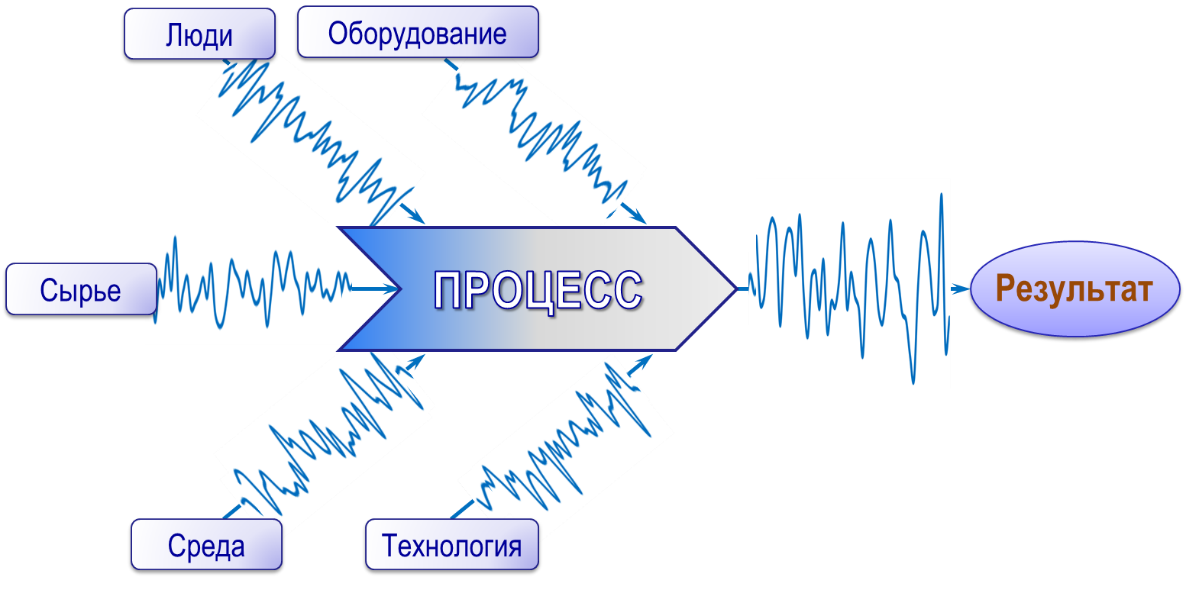
Рисунок 3 – Модель процесса и вариабельность влияющих факторов.
Анализировать нужно не единичный результат (что обычно делают при контроле продукции), а совокупность результатов выполнения процесса, его возможности. Попытка управления на основе реагирования на проявление случайностей в процессе (например, реагирование на появление брака без понимания системных причин изменчивости) ведет только к росту вариабельности .
Важно уметь отличать детерминированность (то, что можно использовать для управления процессом) от случайности, которая может усиливаться при неадекватной попытке управленческих воздействий. Без понимания вариабельности, невозможно представить управление системой и ее целями. А для этого нужно сменить объект управления – управлять не проблемами и дефектами, а процессами, причинами появления проблем и дефектов. Это требует других методов и подходов.
Управление качеством процессов
В 1924 г. в американской фирме Bell Telephone Laboratories была создана группа под руководством д-ра Р. Л. Джонса, которая заложила основы статистического управления качеством. Это были разработки контрольных карт [3-5], выполненные Вальтером Шухартом, первые понятия и таблицы выборочного контроля качества, разработанные X. Доджем и С. Ромигом.
Применение контрольных карт помогло перенести акцент с допускового подхода к управлению качеством (на основе контроля) на подход, направленный на обеспечение стабильности процессов и уменьшение их вариаций, то есть на управление качеством процессов. Качественный процесс способен давать качественный результат. Кроме того, В. Шухарт высказал идею непрерывного улучшения качества, предложив цикл непрерывного улучшения процессов за счет уменьшения вариаций и исключения причин, нарушающих стабильность процесса [2]. Для реализации этих идей необходимо было собирать данные о процессах (желательно «малыми» силами), научиться измерять и понимать вариации, принимать решения на основе данных, а это область работы статистики.
С 1924 года появились и далее нашли массовое применение в производственной деятельности многие методы анализа данных и управления процессами: графический анализ данных (визуализация данных в виде разнообразных графиков и диаграмм), диаграммы рассеивания и корреляционный анализ, статистические гистограммы, контрольные карты, индексы возможностей процессов, методы описания проблемы и поиска их причин, анализ качества измерений (изменчивости результатов измерений), анализ статистических распределений, прогнозы уровня брака, проверка гипотез, регрессионный анализ, планирование экспериментов и др.
Применение статистических методов позволило осуществлять управление организацией не на основе эмоций, ощущений и мнений руководителей, а на основе фактических данных, используемых для наиболее эффективного поиска причин, анализа и принятия решений [2].
Системы менеджмента качества
Управление процессами, понимание вариабельности по сей день остается одной из главных идей в менеджменте качества и менеджменте в целом, хотя появилось очень много надстроек, новых методов и идей. Именно эта идея легла в основу работ многих специалистов в области качества и помогла сформировать базовые правила, принципы, лучшие практики управления организацией в виде стандартов требований к системам менеджмента качества – это и общий, межотраслевой стандарт ISO 9001 и комплекс стандартов на отраслевые модели менеджмента. 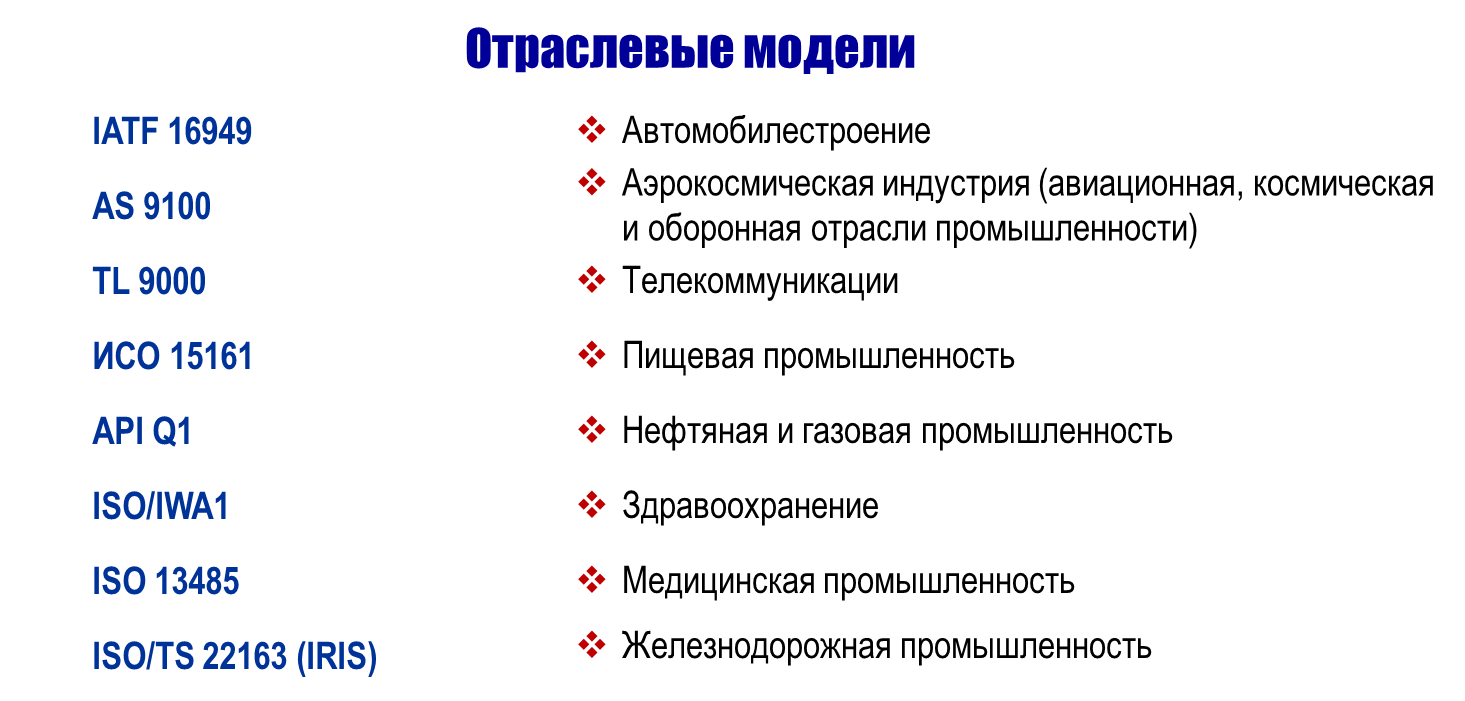
И одним из принципов данных стандартов является «Принятие решений, основанное на свидетельствах» (рисунок 4).

Рисунок 4 – Принцип «Принятие решений, основанное на свидетельствах» (ГОСТ Р ИСО 9001-2015)
Для реализации данного принципа нужны данные. Более того, нужно научиться планировать и собирать их, уметь выбирать методы анализа, уметь применять методы и делать выводы. И при этом постараться «не утонуть» в большом количестве собираемых данных.
С чего начинать?
Для практического применения статистических методов для целей анализа и улучшения процессов полезна схема, представленная на рисунке 5.
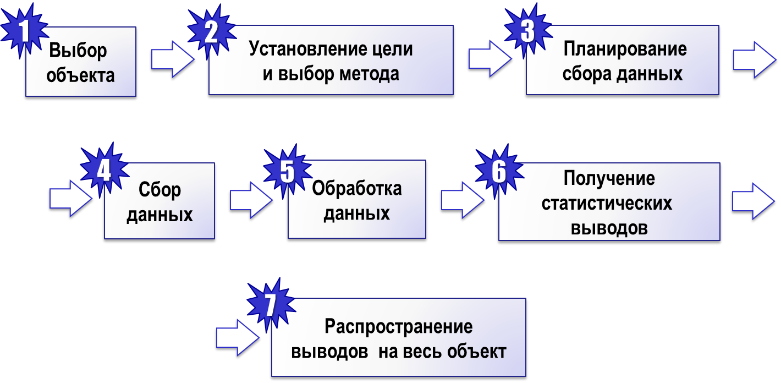
Рисунок 5 – Семь шагов схемы статистических выводов
Разберем ее подробно.
1. Выбор объекта.
Не каждый процесс, элемент продукции, а также не все характеристики или параметры процесса требуют анализа, применения статистических методов.
В менеджменте качества в отдельных отраслях промышленности (например, в автомобильной, аэрокосмической) используются такие термины – специальная, ключевая, особая характеристика продукции или процесса. Эти характеристики существенно влияют на безопасность, работоспособность, выполнение основных функций изделия, а также на экономические характеристики производства. Именно они требуют особого, дополнительного внимания (это не значит, что мы не должны обеспечивать выполнения требований по другим!). В данном случае статистические методы пригодятся.
Как из полного перечня характеристик их выбрать? Для этого еще на стадии проектирования и разработки конструкции, создания рецептуры, описания технологического процесса применяют методы менеджмента риска, в частности хорошо зарекомендовал себя метод анализа видов и последствий потенциальных отказов FMEA [7]. Также эти характеристики могут быть определены в техническом задании от потребителя или определяться регламентами.
2. Установление цели и выбор метода.
Любой метод анализа, начиная с простых графиков и диаграмм, решает определенные цели, выбирается под задачи. В статистике такие задачи называют гипотезой. Примерами таких гипотез для производства могут быть следующие: уровень дефектности не зависит от сезона (или дня недели); оборудование не является основной причиной дефекта A; основной причиной нестабильности производственного процесса на операции NN является износ шлифовального круга и задачей анализа является оценка скорости износа и т.п.
Сформулировав гипотезу, под нее подбираются методы. Например, если необходимо продемонстрировать динамику изменения показателя, можно построить обычный временной график. Если надо оценить взаимосвязь показателей – диаграмму рассеивания или применить корреляционный анализ. Если надо проверить влияние персонала на уровень дефектности – применить контрольную карту Шухарта. Но для этого надо представлять арсенал хотя бы базовых методов - на что они способны, и какие задачи решают. И научиться формулировать задачи для применения методов. Иначе, методом «тыка» можно очень долго собирать данные, применять разнообразные методы, но так и не получить полезных выводов от их применения (и в итоге разочароваться «в этой вашей статистике»).
На выбор метода также влияет количество имеющихся данных и возможных ограничений при их получении и использовании. Некоторые методы, такие как диаграмма Исикавы и «5 почему», на первых этапах могут применяться без специально подготовленной числовой информации, достаточно экспертных знаний команды. Они помогают сформировать гипотезы для сбора нужной информации. А для таких методов, как регрессионный анализ, анализ измерительных систем, дисперсионный анализ, может потребоваться довольно много специально собираемых данных, при определённых значениях факторов производства.
Если для сформулированной гипотезы, поставленной цели можно применить несколько методов, то начинать надо с простых, базовых методов. Так, есть набор методов, известный как «7 простых японских методов», «7 инструментов контроля качества» [8]: графики и диаграммы (контрольные листки), диаграмма Исикавы (или причинно-следственная диаграмма), диаграмма Парето, диаграмма рассеяния, гистограммы, расслоение (стратификация) данных и контрольные карты. Этот набор определяет методы, которые, во-первых, действительно помогают решить большую часть задач с качеством, а во-вторых, при должном обучении и регулярном применении они вполне доступны для понимания и применения практически всеми в организации. А уже когда простые методы перестают работать, можно переходить на более серьезные, но и требующие дополнительных знаний, навыков и большего объема данных.

3. Планирование сбора данных
Какие данные собирать, и сколько надо провести измерений, или какую выборку сделать из существующих баз данных, какую дополнительную информацию необходимо фиксировать вместе с числовой, определяется как минимум следующими аспектами:
- Метод, график, диаграмма требуют определенных данных, форматов этих данных. Так, например, для круговой диаграммы может понадобиться информация о доле несоответствий каждого вида за определенный промежуток времени. А для того, чтобы сделать статистический прогноз уровня несоответствий для стабильного процесса – 10-15 количественных изменений характеристики продукции (например, вес или внутренний диаметр).
- Проверяемая гипотеза определяет тип данных. Если мы проверяем гипотезу о влиянии персонала, то данные надо собирать для разных производственных смен. Если изучаем снижение концентрации гальванического раствора, нужно с определенной регулярностью отобрать данные между плановыми обновлениями раствора.
В любом случае, важно помнить, что выборка должна быть представительной (или репрезентативной, как говорят статистики) – то есть такой, чтобы по результатам анализа можно было выполнить 7 шаг этой схемы – распространить выводы, сделанные по ней, на весь объект. Так, если мы подозреваем, что для процесса сезонность является важным фактором, оценивать стабильность процесса, собирая данные только в один из месяцев, является неверным.
Шаги «4. Сбор данных», «5. Обработка данных» и «6. Получение статистических выводов» стандартны, зачастую понятны или раскрываются при описании конкретных методов, поэтому в рамках данной заметки не будем на них останавливаться.
Попробуйте, используя предложенную схему, взглянуть на уже применяемые методы в организации – какие шаги пропущены, что требуется уточнить, где по-другому подойти к сбору данных и т.п.
Также рекомендуется использовать этот подход при изучении новых методов анализа данных и управления процессами.
Ищите ответы на вопросы:
- для каких процессов, видов данных подходит метод?
- какие задачи решает и гипотезы проверяет?
- каких требует основных данных?
- а может, важно еще собирать сопутствующую информацию? и т.д.
Потренируйтесь в формулировке гипотез для ваших задач и подборе методов для проверки сформулированных гипотез.
Выводы
Качество продукции, качество процессов и систем – важные аспекты для эффективности бизнеса. Улучшать качество, находить причины дефектов, ставить «диагнозы» процессам, формировать «план лечения» для предотвращения потерь, снижения затрат на обеспечение качества, сокращения времени производства помогают статистические методы анализа данных и управления процессами. Но важно разобраться, какие они бывают, научиться подбирать нужный метод, планировать и собирать нужные (и не избыточные) данные, применять методы и делать выводы. И, на самом деле, это не так страшно и сложно, как может показаться.
Литература
1. У. Эдвардс Деминг, "Выход из кризиса: Новая парадигма управления людьми, системами и процессами" / "Out of the Crisis", W. Edwards Deming — М.: Альпина Паблишер, 2017 г. Научные редакторы Ю. Рубаник, Ю. Адлер, В. Шпер.
2. Лапидус В.А. Всеобщее качество (TQM) в российских компаниях / – Нижний Новгород: Приоритет, 2008 г. - 431 с/
3. SPC. Статистическое управление процессами. Ссылочное руководство. Перевод с английского второго издания от июля 2005 г.- Н.Новгород: ООО СМЦ "Приоритет", 2012 г. – 424 с. (официальное двуязычное издание)
4. Дональд Уилер, Дэвид Чамберс, "Статистическое управление процессами. Оптимизация бизнеса с использованием контрольных карт Шухарта". Перевод с англ. — М.: Альпина Паблишер, 2016 г. Научные редакторы Ю. Адлер, В. Шпер.
5. Пора заняться техпроцессом. Розно М.И., Касторская Л.В. 3-е издание дополненное - Н.Новгород: ООО СМЦ "Приоритет", 2019 г. - 61 с.
6. У. Эдвард Деминг. Новая экономика. – М.: Эксмо, 2006 г. – 208 с.
7. FMEA. Анализ видов и последствий отказов. Справочное руководство. FMEA конструкции. FMEA процесса.
Дополнительный FMEA для мониторинга и отклика системы. - AIAG & VDA. Первое издание, июнь 2019 г. - 237 с.
8. Хитосе Кумэ. Статистические методы повышения качества. – М.: Финансы и статистика, 1990 г. – 304 с.
Качество продукции, качество процессов и систем – важные аспекты для эффективности бизнеса.
Статистические методы анализа данных и управления процессами помогают улучшать качество, находить причины дефектов, формировать "план лечения" для предотвращения потерь, снижения затрат на обеспечение качества, сокращения времени производства.
Статья подготовлена нашими партнерами - ГК "Приоритет".